
The modern beverage, dairy and foodservice disposable cup manufacturing relies on plastic cup manufacturing machine systems on an international scale.
Do You Know?
Grand View Research projects the disposable cups market to reach USD 17.40 billion by 2024, and then steadily increase through 2030 due to the following factors: takeaway consumption, quick-service restaurants, and packaged beverages.
With rising demand, foreign manufacturers will expand production with a high regard to cost, quality and compliance to the food contact standards.
This article would inform you about how plastic cups are produced in factories using plastic cup thermoforming machines, how plastic cup machines are used in real production lines, the most frequently used materials and their reasons, and how health and compliance requirements can influence the choice of materials. It specializes in the practical production through one time solution of cup making machines to produce in large scale and export.
How To Create Plastic Cups
The production of plastic cups on an industrial level is mainly concerned with consistency, efficiency, and the cost stability. Producers of foodservice and beverage markets are required to manufacture high quantities of the same cups with high quality and compliance requirements.
This involves having a controlled production environment wherein the equipment performance, material behavior and the output rates are consistent throughout extended periods of operation.
Instead of using manual or incomplete workflows, the innovative factories view the development of plastic cups as a complete system of the manufacturing process. The configuration of the equipment, the design of the molds, choice of the materials, and automation are organized to assist in the repeatability of production and the predictability of the unit costs.
This is a system based process that enables manufacturers to be able to increase output in a reliable manner and meets the fluctuating demand in the market without affecting quality.
How Do Plastic Cup Making Machines Operate
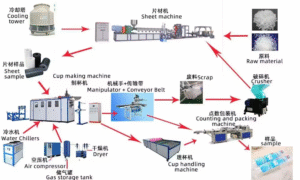
A plastic cup making machine for disposable cups follows a thermoforming production flow where each station is designed to keep material moving continuously and output stable. Below is the same sequence you provided, expanded with practical, factory-level detail on what happens at each step and what operators and buyers typically pay attention to.
1. Raw Material
Starting point in production is granular thermoplastic resin, e.g. PP, PET, PS or PLA. Resin is chosen in the industrial plants depending on the end use (hot or cold drinks), customer specifications and the needs of the export compliance.
Factories usually put emphasis on resin cleanliness and consistency before processing due to the possibility of extrusion defects and increased scrap caused by contamination/mixed batches or unstable melt flow. Drying and storage control is significant in the formation of materials that are more likely to be absorbed by moisture to prevent bubbles, haze, or weak cup walls.
2. Sheet Extruder
The sheet extruder is used to transform the pellets into a thin sheet of plastic that can be thermoformed. The resin is pumped into a heated barrel that contains a screw that melts, mixes and pressurizes the material into a uniform melt. Melt is forced through a sheet die to create a wide sheet of thin range of thickness.
Thickness stability is however important in production: overly thin sheets can tear or deform cups, whilst overly thick sheets create high costs in materials and it may be unable to run cycles as quickly as the processors can because the sheet takes more time to heat and cold. Several lines are also used to control melt filtration, temperature homogeneity and output stability to minimize streaks, gels and variation of thickness.
3. Sheet Roller
The sheet is then extruded and cooled and calibrated by roller stacks. The stage does not only roll, but it also establishes sheet flatness, uniformity of thicknesses and surface finish. The rollers also stabilize the tension in order to enable the sheet to simply enter the thermoforming machine without going wayward or getting stretched.
Waviness, irregular thickness, or edge curl are possible due to poor control of rollers, and this ultimately results in heating imbalance and defects in forming. Here the sheet is usually wound into roll in an offline system, and not stored in an inline system.
4. Thermoforming Machine
The thermoforming machine is the main production unit which is the coordinating machine between heating, forming, cutting and stacking as a synchronized system. To the buyer, the importance of plastic cup thermoforming machine is the uniformity of processes with long run times: stable indexing, uniform forming pressure/vacuum, stable cutting and uniform stacking.
The machine internally regulates the sheet movement and positioning the mould as well as controls the cycle timing in such a way that all the stations are running at identical production rate. A machine that is well set up will reduce downtime, less operator intervention, and scrap will be minimal.
5. Heating
The plastic sheet is then heated to bring it to the right forming window- not too soft to be shaped, yet not so hard that it gets thin and adhesive. Multi zone heating is utilized in industrial systems because the various parts of the sheet should be adjustable independently; this is necessary since various cup parts do not stretch equally during forming.
Wall thickness distribution, rim definition, and defect rate are influenced by heating control. In the event of uneven heating, some of the most frequently observed results are: thinning at stress points, webbing, tearing and poor reproduction of detail. Stable heating is also more efficient in terms of energy since the line does not have to be adjusted continuously due to variations in desired speed.
6. Forming And Cutting
The heating station at the forming station forms the sheet under vacuum, pressure or a mixture of the two. The cup diameter, cup height, taper, rim profile and surface texture are defined by these molds and the forming conditions define the thickness distribution and clarity/ finish. In current high-production lines, shaping and cutting can be combined whereby the cup is sliced and the cup remains in the mold.
This enhances dimensional control, the minimized number of steps in handling, and auxiliary to the expedited cycle time. Trim quality is significant since burrs or irregular trim height lead to problems further down the line in stacking, lid placement and packing. The scrap web is removed following a cutting process and most of it is usually recycled or disposed in a controlled manner based on type of material and factory policy.
7. Stacking Manipulator
After the separation of cups, the alignment and nesting are performed with the help of a stacking manipulator. This step is very crucial in the high-speed plants as stacking errors will soon translate into packing problems and customer complaints. The manipulator also makes sure that the cups slide in place, they do not bend, and they stay in a fixed position.
The good stacking performance will result in less labor, better carton loading, and the prevention of crushed rims. Monitoring of stack straightness, cup nesting depth and stability of stacks between transfer stations are observed by operators in production environments.
8. Stacking Belt Stacker
The belt cup stacker loads on stacks that keep being transported, separates them into regular bundles and in many cases, enables counting or grouping to package them. This step enhances the production-to-packing flow since the output is maintained at a high pace and orderly.
Uncontrolled output rapidly causes pile-ups, fallen stacks or count-outs, which is why belt stackers are appreciated to provide consistent transfer and rhythmic control (particularly in cross-shift line operation), where uncontrolled output causes a pile-up, stack drop or bad count. A good belt stacker is used to ensure the constant pace of packaging and a minimum of corrections to be made by hand.
9. Finished Product
The final product delivery involves standardized shaped, neatly cut and regularly stacked cups which are ready to be packaged and distributed. Factories usually check the following major quality points at this point: the uniformity of cup height, the smoothness of the rim, stackability, the lack of deformation and the surface look.
It is stable finished output that makes predictable packing throughput, reduced returns and enhanced relationship with downstream buyers like beverage brands, distributors and foodservice suppliers.

What Materials Are Typically Used To Produce Plastic Cups
Material selection is a core decision in plastic cup manufacturing because it directly influences thermoforming behavior, production stability, regulatory compliance, and the final performance of the cup. In thermoforming-based production, materials must soften evenly when heated, maintain strength during stretching, and solidify quickly without deformation. Below are the most commonly used materials, explained separately from a manufacturing and application perspective.
Polypropylene (PP)
Polypropylene is another common material that has been used in the disposable plastic cups. It is good in heat resistance and toughness thus it is applicable in both hot and cold drink applications. In thermoforming, PP forms the material relatively stable with a forming window, which means that it can be stretched without tearing and still retains the sufficient wall thickness. This stability assists in lowering scrap rates and assisting in long run production.
Regarding the performance aspect, PP cups have low chances of cracking during transportation and handling. They are also resistant to greater drink temperatures than other typical cup materials and this is why PP is often used as a coffee cup, dairy cup and in other applications where high temperatures of drink matters are likely to occur. The recyclable of PP in most areas can be used to promote the sustainability initiatives where there are relevant recycling systems.
Polyethylene Terephthalate (PET)
Polyethylene terephthalate is usually selected due to its high level of clarity and glossy look. PET cups are high in visual attraction; they are applicable in cold drinks, where the presentation of the product plays a major role like soft drinks, juices, and ice drinks. PET also has a smaller forming range than PP and therefore requires a lot of accuracy when using in thermoforming.
PET is less heat resistant and, therefore, can only be used in cold or room temperature. An increase in temperature may lead to deformation or loss of shape. Recycled PET (rPET) is also utilized by many manufacturers to achieve sustainability as long as the quality of materials and food-contact compliance standards are met.
Polystyrene (PS)
Polystyrene is a low-cost material, which has good rigidity and transparency. It is commonly used in markets that place more importance on low unit cost and the cups are used only in cold drinks. In thermoforming, PS can easily form but is more brittle compared to PP or PET, which adds pressure to the likelihood of cracking in case the cups are impacted during their handling or transportation.
PS cannot be used with hot liquids because it does not have a high heat tolerance. To prevent stress cracking of manufactured products, and to ensure that high-speed production environments produce products of acceptable quality, manufacturers using PS have to ensure that forming and cooling conditions are carefully controlled.
Polylactic Acid (PLA)
Polylactic acid is a bio-based substance that is also based on renewable materials like corn starch. It is applied in particular markets where compostable or bio-based positioning is needed. PLA has a smaller processing range and reduced heat retention than conventional plastics in thermoforming and therefore requires fine control of temperature.
PLA cups are normally restricted to cold drinks. Although it can be said that PLA is biodegradable, it will typically need the conditions of industrial composting to be effective. Consequently, its environmental advantages are also easily subject to availability of proper waste management facilities in the target market.
Technical Comparison Of Common Plastic Cup Materials (Thermoforming)
| Material | Typical Sheet Thickness Range | Thermoforming Window | Impact Resistance | Dimensional Stability After Cooling | Suitability For High-Speed Lines | Recycling / End-of-Life Notes |
| PP (Polypropylene) | 0.3–2.0 mm | Wide, forgiving | High | Very good, low warpage | Excellent | Widely recyclable where PP streams exist |
| PET (APET / rPET) | 0.25–1.5 mm | Medium, requires precise control | Medium | Good if cooling is well controlled | Very good with proper heating | Recyclable; rPET is commonly used |
| PS (Polystyrene) | 0.3–1.2 mm | Narrower than PP | Low | Moderate; stress cracking possible | Good at moderate speeds | Limited recycling in many regions |
| PLA (Polylactic Acid) | 0.3–1.0 mm | Narrow, sensitive | Low–Medium | Sensitive to heat deformation | Limited; requires slower cycles | Industrial composting only |
Is It Unhealthy To Drink From Plastic Cups
Food-grade materials are used to make plastic cups and production processes adhere to the necessary standards of the product, which makes these cups safe to use. Misuse, through exposing cups to higher temperatures than they are designed to operate, or non-compliant materials, normally results in health issues.
Safety in industrial production is achieved through the use of approved raw materials, constant formation temperatures and avoiding degradation of materials during heating. In the case of export markets, the manufacturers should make sure that the materials used and the processing comply with relevant food-contact laws. Customer audit and long-term supply agreements also require proper documentation and traceability.
Conclusion
Creating plastic cups at an industrial scale requires more than a single machine. It requires a stable thermoforming process, appropriate material selection, precise mold design, and a production line engineered as a complete system. For overseas manufacturers, choosing the right one time cup making machine and adopting a one-stop production line approach reduces operational risk and supports long-term growth.
By focusing on thermoforming technology, system integration, customization, and dependable after-sales support, cupmachine1 provides plastic cup making machine solutions designed for consistent output, regulatory compliance, and scalable manufacturing.
FAQs
1. How can a plastic cup making machine reduce production downtime?
Production downtime is often caused by unstable heating or poor system matching. Our plastic cup thermoforming machine uses synchronized heating, forming, cutting, and stacking to maintain stable operation during long, multi-shift production.
2. Is installation difficult for overseas plastic cup manufacturing machines?
Installation challenges usually come from mismatched equipment and unclear technical responsibility. Our machines are supplied as a one-stop matched system, which simplifies installation, shortens commissioning time, and reduces integration risks.
3. How is consistent cup quality maintained at high production speeds?
Consistent quality depends on precise temperature control, stable forming pressure, and accurate mold design. Our one-time cup making machines are engineered to maintain uniform wall thickness and smooth rims even at high output.
4. Can one plastic cup machine produce different cup sizes or materials?
Yes, flexibility is built into the system design. Our plastic cup thermoforming machines can be adapted with different molds and parameter settings to process PP, PET, PS, or PLA and support multiple cup sizes.
5. How do manufacturers ensure food-contact compliance and long-term reliability?
Compliance relies on food-grade materials and controlled processing conditions. Our plastic cup making machines are designed for export markets and supported with long-term technical assistance to ensure reliable and compliant production.